




Rys. 1.
Zmiany na rynku farb i lakierów przemysłowych
Zarządzanie kosztami produkcji, optymalizacja procesu, zarządzanie jakością, ochrona środowiska – to sformułowania, które kojarzą się głównie z kierunkami studiów, a nie z konkretnymi działaniami podejmowanymi w przedsiębiorstwie. Celem tego artykułu jest przedstawienie, że działania optymalizacyjne w zakresie procesów produkcji i kosztów mogą być jednak podejmowane przez firmy i przynoszą im wymierne korzyści.
Helios Group to obecnie europejska grupa fabryk światowego producenta farb KANSAI skupiająca m.in. takie marki, jak: Rembrandtin, Zvezda czy Helios. Scalenie kilku fabryk zaowocowało szybkim rozwojem technologicznym w obrębie grupy dzięki wymianie informacji pomiędzy działami R&D, wspólną polityką jakościową i konkurencyjną. Celem grupy Helios jest uzyskanie rynkowej przewagi jakościowej oraz technologicznej. Realizacja tego celu wymaga, aby wszyscy klienci grupy Helios otrzymywali pełne wsparcie techniczne oraz pomoc we wdrażaniu w swoich firmach procesów wspomagających zarządzanie produkcją oraz związanych z ochroną środowiska, co zapewnia długoletnią współpracę. Przykładem takiej współpracy może być proces wprowadzany w jednej z firm będących naszym długoletnim klientem – Zakładzie Produkcyjno-Usługowo-Handlowym JK Miłosz Kiedrowski.

Optymalizacja procesu malowania
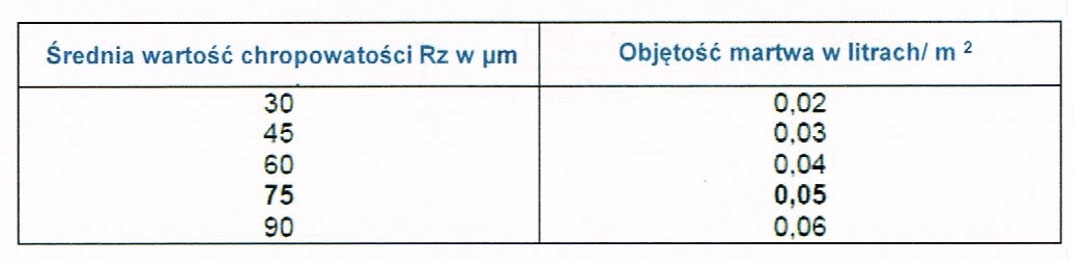
Pierwszym etapem wprowadzanych działań była kontrola oraz optymalizacja procesu przygotowania powierzchni. Stosowana obróbka strumieniowo-ścierna wykonywana była przy użyciu zbyt ostrego śrutu, co powodowało otrzymywanie profilu chropowatości Rz=100 µm, a zatem generowało zużycie farby, które odpowiada objętości martwej DV w granicach 0,06–0,07 l/mkw. Zależności objętości martwej od chropowatości powierzchni przedstawiono na rys. 2. Zmiana śrutu oraz nieznaczne zmniejszenie ciśnienia spowodowały obniżenie profilu chropowatości do oczekiwanego Rz=40-60 µm, czyli uzyskanie wartości pośredniej z wzorca porównawczego wg normy ISO 8503–1. Gdy, po przeprowadzeniu analizy i wdrożeniu zaleceń, proces przygotowania powierzchni został zoptymalizowany pod kątem jakości, przystąpiliśmy do analizy sposobów aplikacji. Wielogodzinne obserwacje i analizy procesu aplikacji przez zespół techniczny Helios Group pozwoliły na wychwycenie błędów generujących zbyt duże zużycie farby. Wdrożenie optymalizacji procesu aplikacji wymagało zmiany dysz (np. dla aplikacji podkładu przejście z dysz 0,17” na 0,21”) oraz obniżenia ciśnień. Taki zabieg spowodował zmniejszenie strat z 35% na 15% (współczynnik strat LF zwiększył się z 0,65 na 0,85), co przełożyło się na spadek całkowitego zużycia materiałów o około 20% w skali roku. Wpłynęło to znacząco na zmniejszenie kosztów produkcji w długim okresie.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}