




Fot. 1. Mieszadło pneumatyczne.
Sprzęt do aplikacji farb
Odpowiedni sprzęt do aplikacji farb pozwala uniknąć wielu problemów, część z nich już omówiliśmy. Warto przypomnieć takie oczywistości jak to, że sprzęt powinien być sprawny, malarz powinien dysponować całym zestawem dysz, a w przypadku pistoletów pneumatycznych kilkoma pistoletami z dyszami o różnych średnicach.
Niektóre rodzaje farb można nakładać tylko określonym sprzętem, np. wysokocynkowe farby etylokrzemianowe – natryskiem bezpowietrznym, a poliuretanowe farby o kolorach metalicznych – natryskiem powietrznym. Jednak większość farb można nakładać za pomocą różnego sprzętu.
Techniki aplikacji – malarze
Oczywiście sprzęt jest bardzo ważny, ale najważniejszy jest malarz lub robot malujący, a właściwie osoba, która tego robota zaprogramowała. Niestety, nawet dobry i odpowiednio wyregulowany sprzęt bez dobrego malarza jest niewiele wart. Najważniejsze wady, jakie może wygenerować niewprawny lub niestaranny malarz, mogą być następujące:
- niedomalowania – brak ciągłości powłoki (fot. 12);
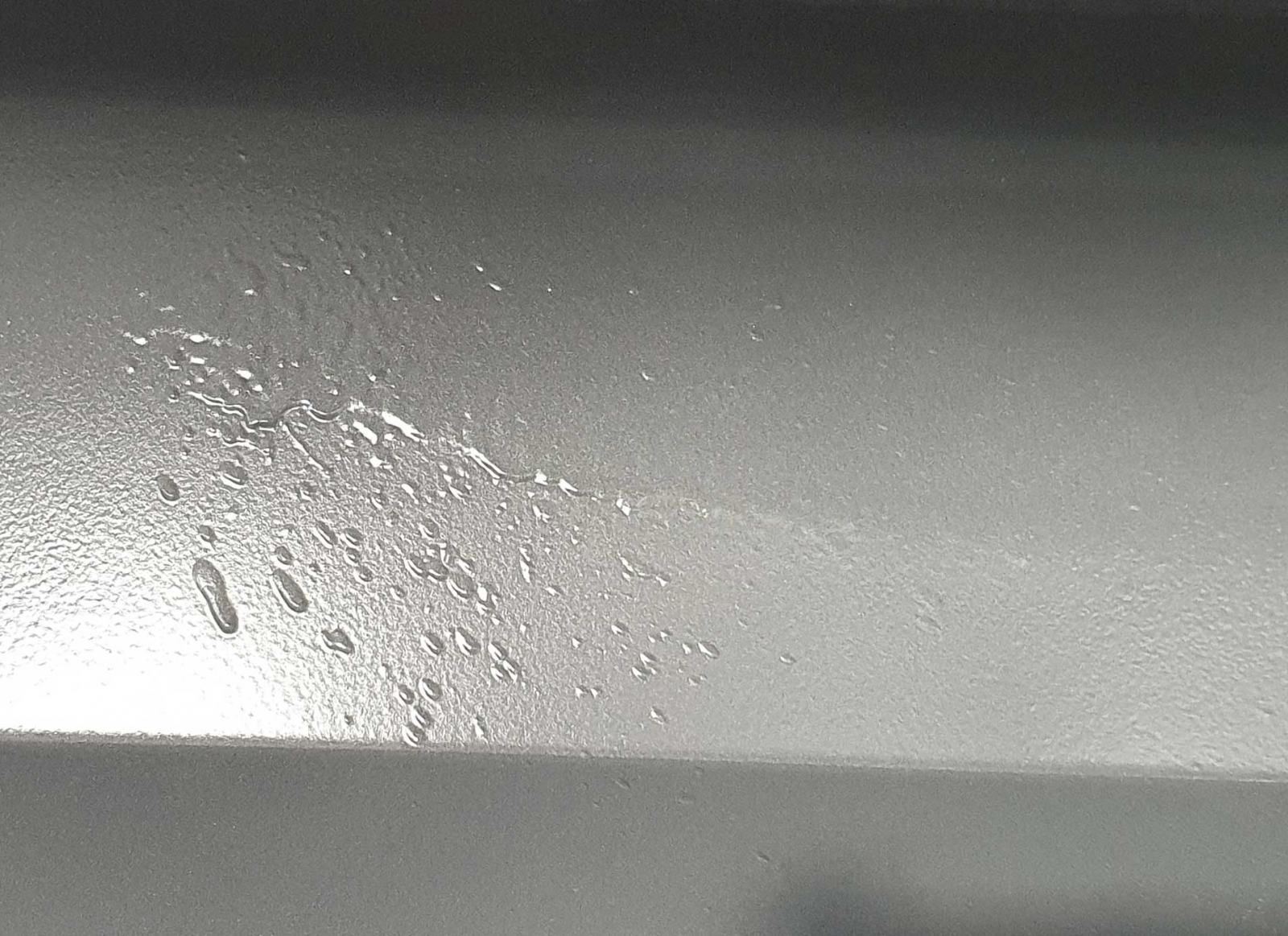
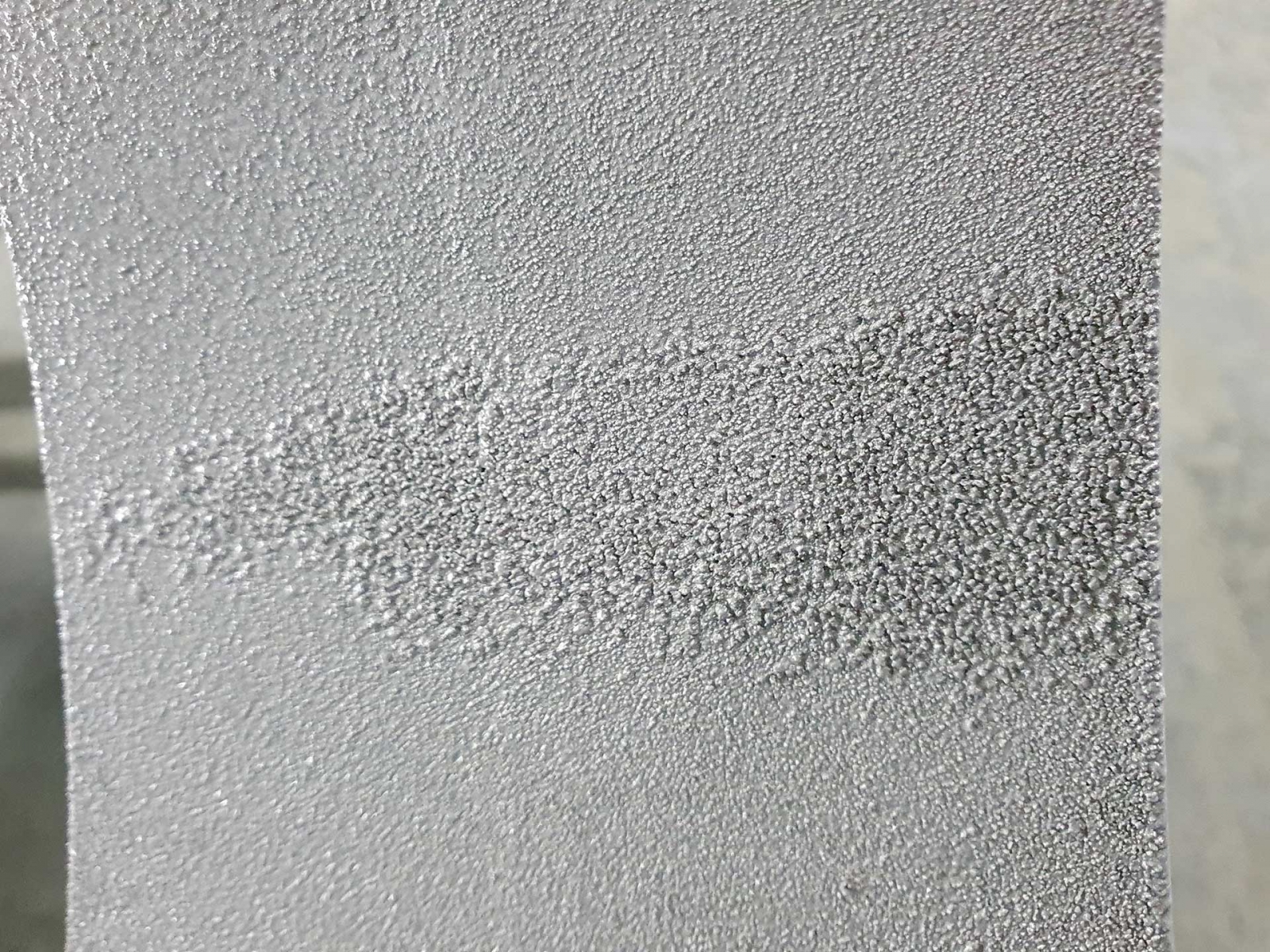
- suchy natrysk – częściowo wtopione w powłokę lub zalegające na niej w postaci pyłu cząsteczki wyschniętej farby (fot. 6);
- przegrubienia i przecienienia – lokalne lub na dużej powierzchni znaczne przekroczenie grubości nominalnej. W zależności od ustaleń lub przyjętej jako kryterium normy dopuszczalne jest dwu- lub trzykrotne przekroczenie założonej grubości. Wyjątkiem mogą być powłoki z niektórych farb, np. etylokrzemianowe powłoki wysokocynkowe, które będą pękały po przekroczeniu grubości powyżej 120 µm. W niektórych miejscach konstrukcji przegrubienie jest niemożliwe do uniknięcia, np. w węzłach konstrukcyjnych. Przecienienia to miejsca powłoki o grubości poniżej grubości nominalnej. Z reguły dopuszczalne są lokalne przecienienia, o ile ich powierzchnia nie przekracza 20 % powierzchni malowanej, a wartość nigdzie nie jest niższa od 80% grubości nominalnej. Jest to tzw. zasada 80/20. Przy odpowiedzialnych konstrukcjach zdarza się, że stawia się wymaganie 90/10, co oznacza, że tylko 10% powierzchni powłoki może mieć grubość niższą od grubości specyfikowanej, a grubość minimalna nie może być niższa niż 90 % NDFT. W przypadku zabezpieczeń ogniochronnych tolerancja na przecienienie jest zerowa;
- jedną z podstawowych przyczyn przecienień lub przegrubień jest nieużywanie lub zbyt rzadkie używanie przez malarzy grzebieni malarskich;
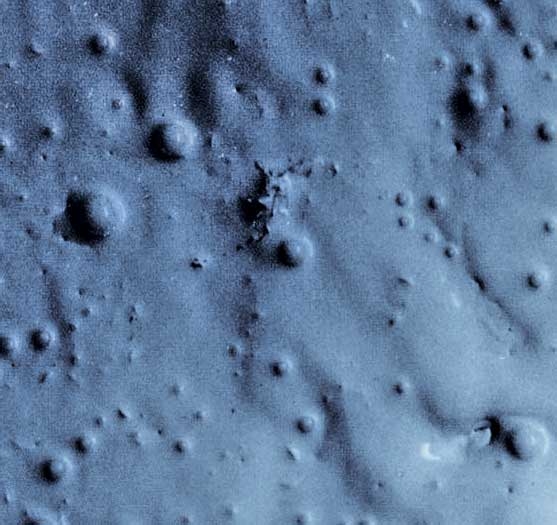
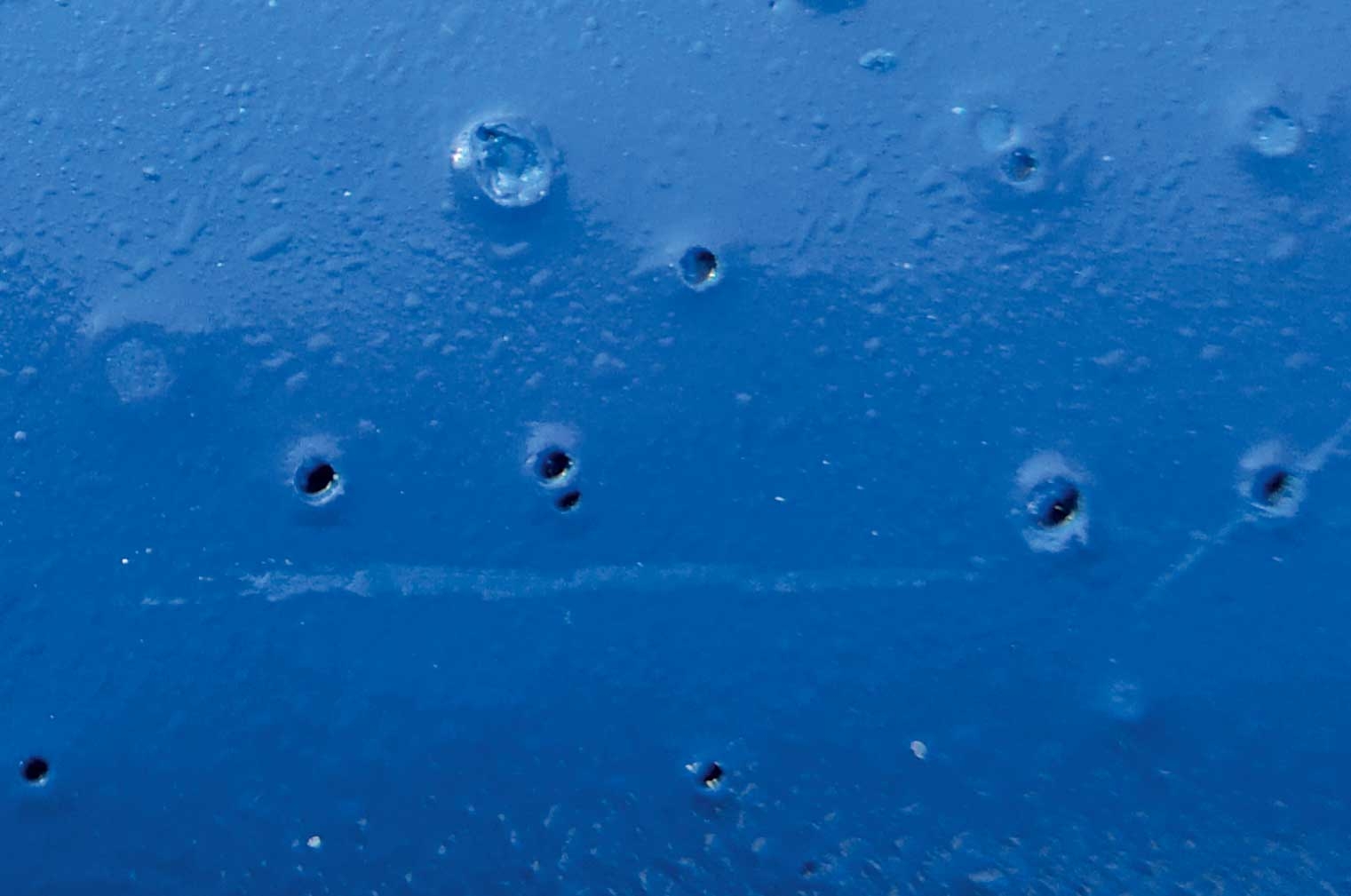
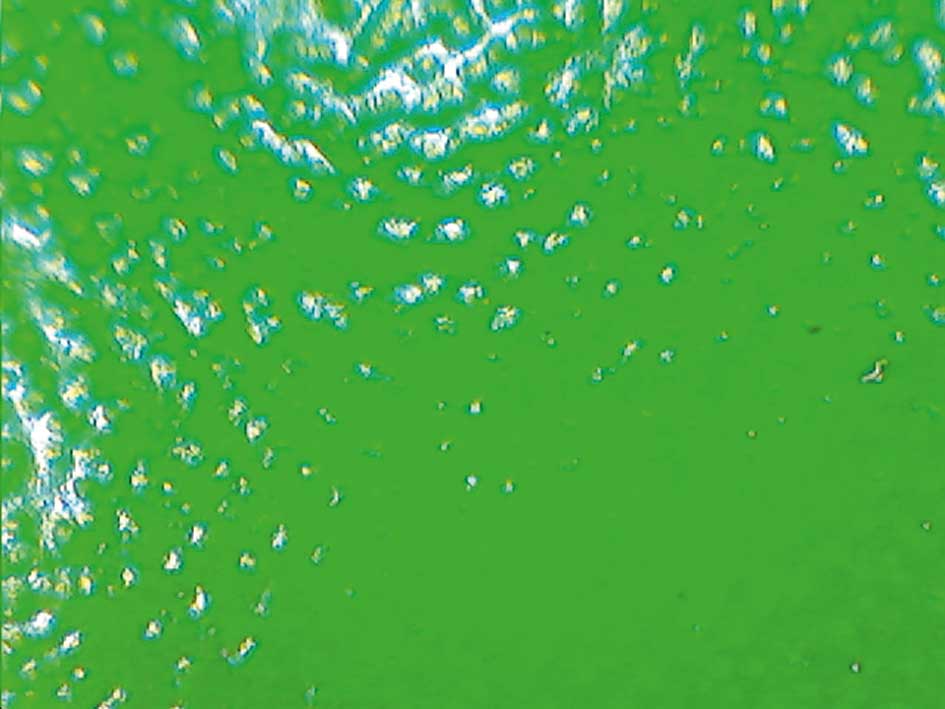
- lokalne zachlapania – to większe i mniejsze krople przyklejone lub wtopione w powłokę. Najczęściej spowodowane są przez niesprawny sprzęt, np. wycieki spod dyszy pistoletu lub przez nieodpowietrzenie układu w sprzęcie do malowania bezpowietrznego. Zapowietrzony układ cechują skoki ciśnienia spowodowane rozprężaniem się pęcherzy powietrza skutkujące strzelaniem pistoletu i „pluciem” farbą;
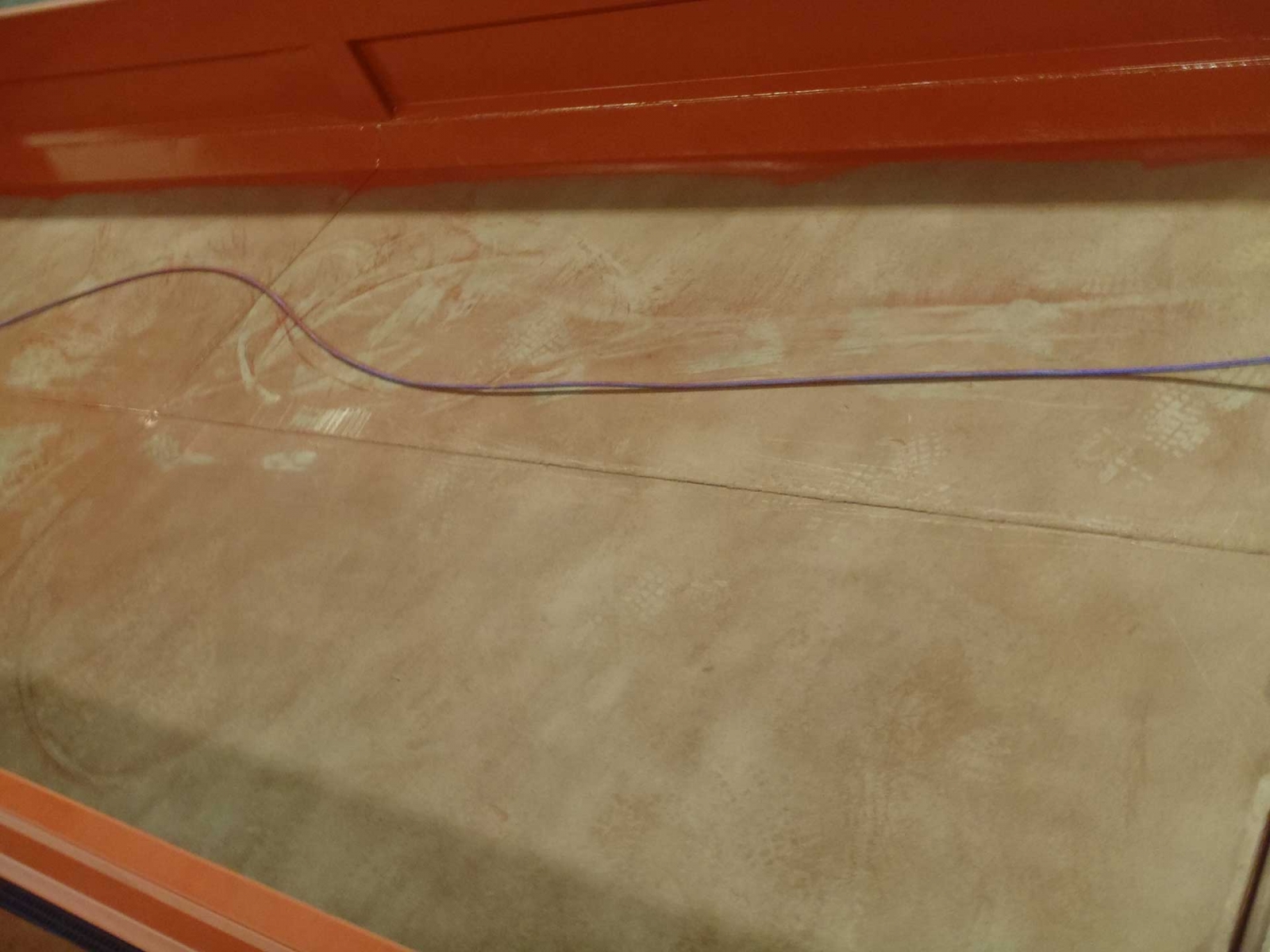
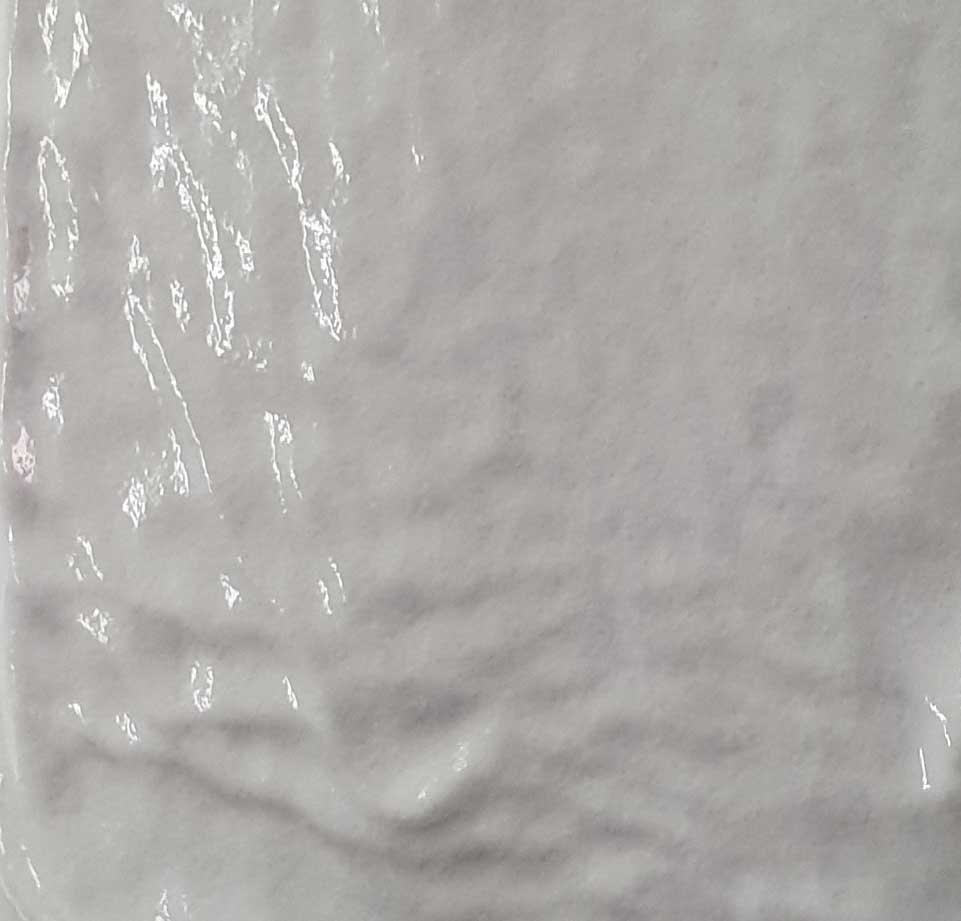
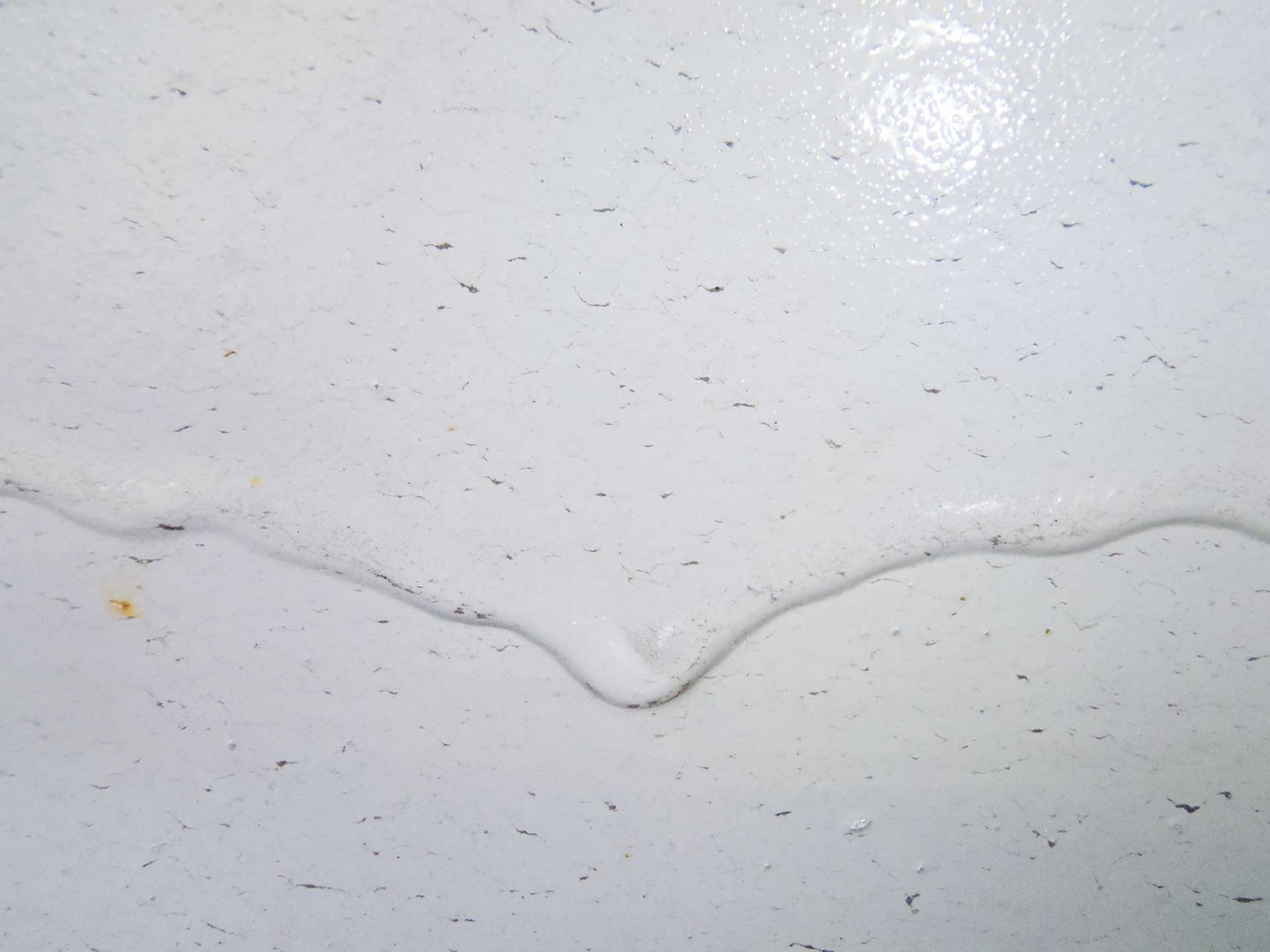
- zacieki są skutkiem nałożenia farby na pionową lub pochyłą powierzchnię na grubość wyższą od granicy zaciekania. Po jej przekroczeniu farba zaczyna się zsuwać, tworząc grube krople lub firany (fot. 13). Granica zaciekania zmniejsza się wraz ze wzrostem temperatury, a przede wszystkim po rozcieńczeniu farby, ale o tym już była mowa wcześniej.
michal.jaczewski@tikkurila.com













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}