



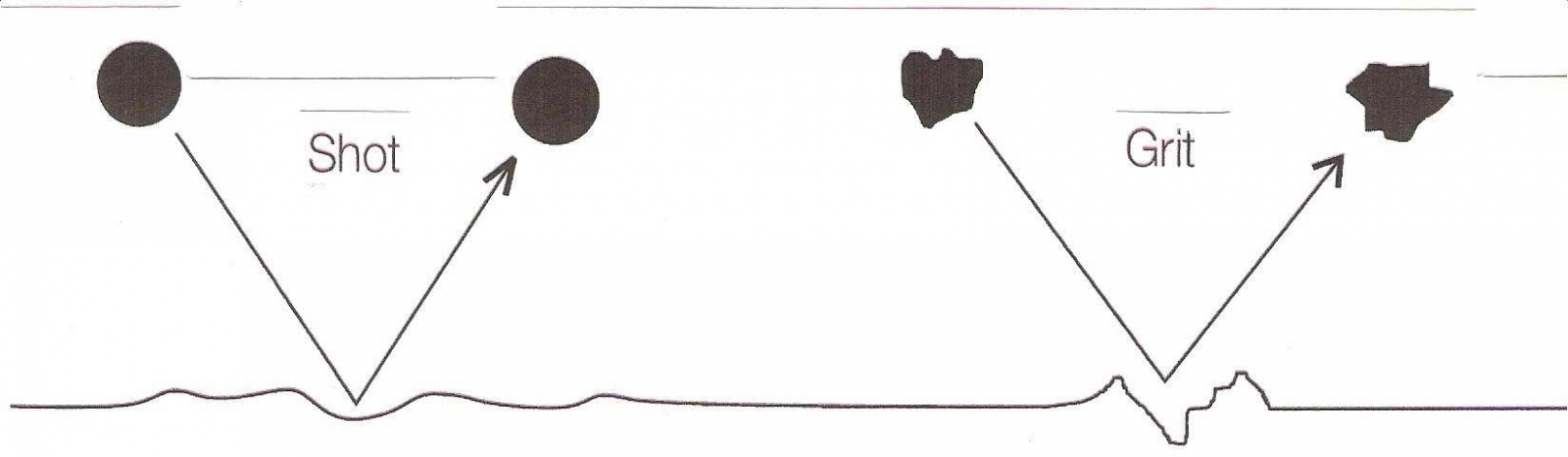
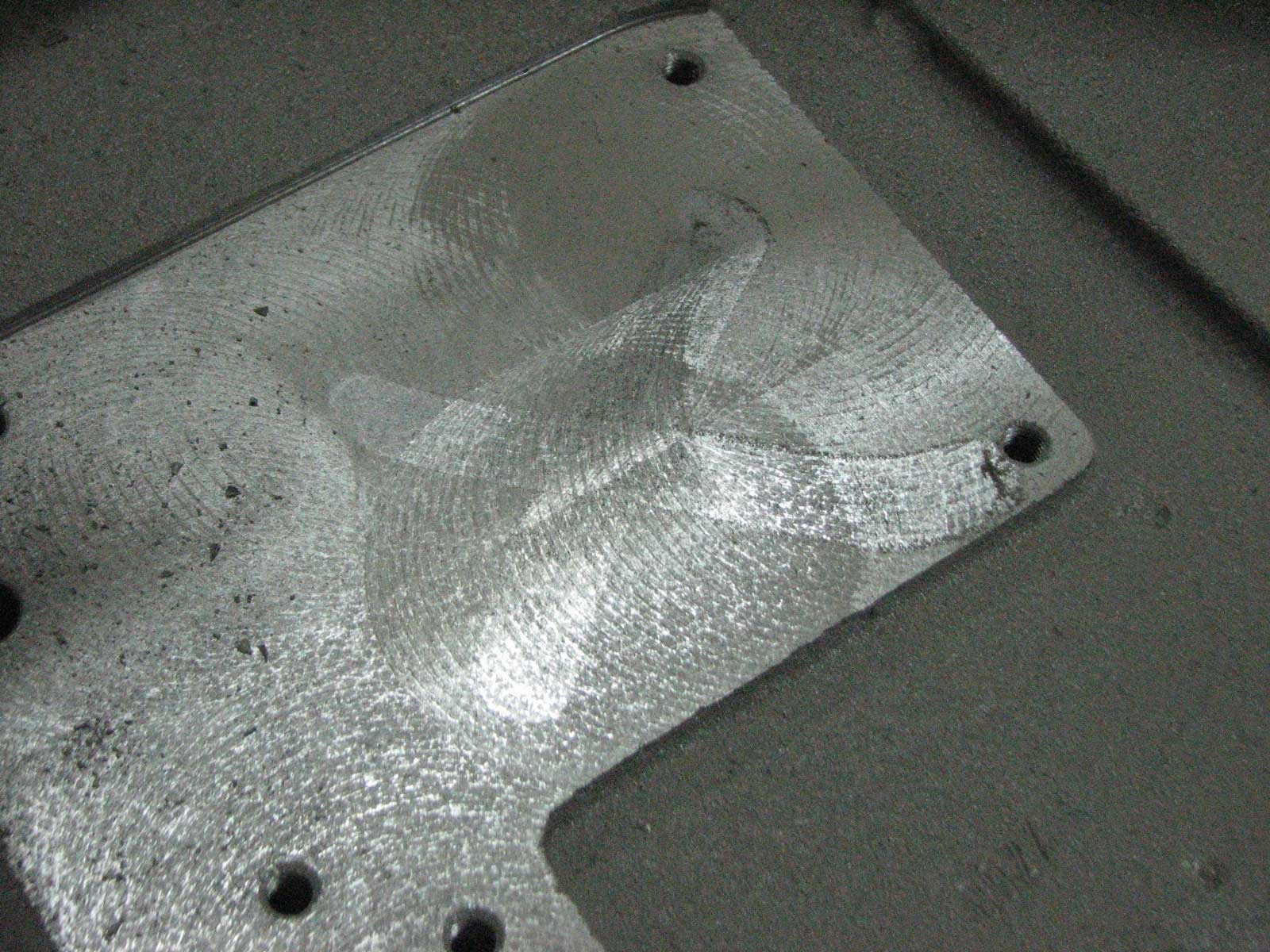
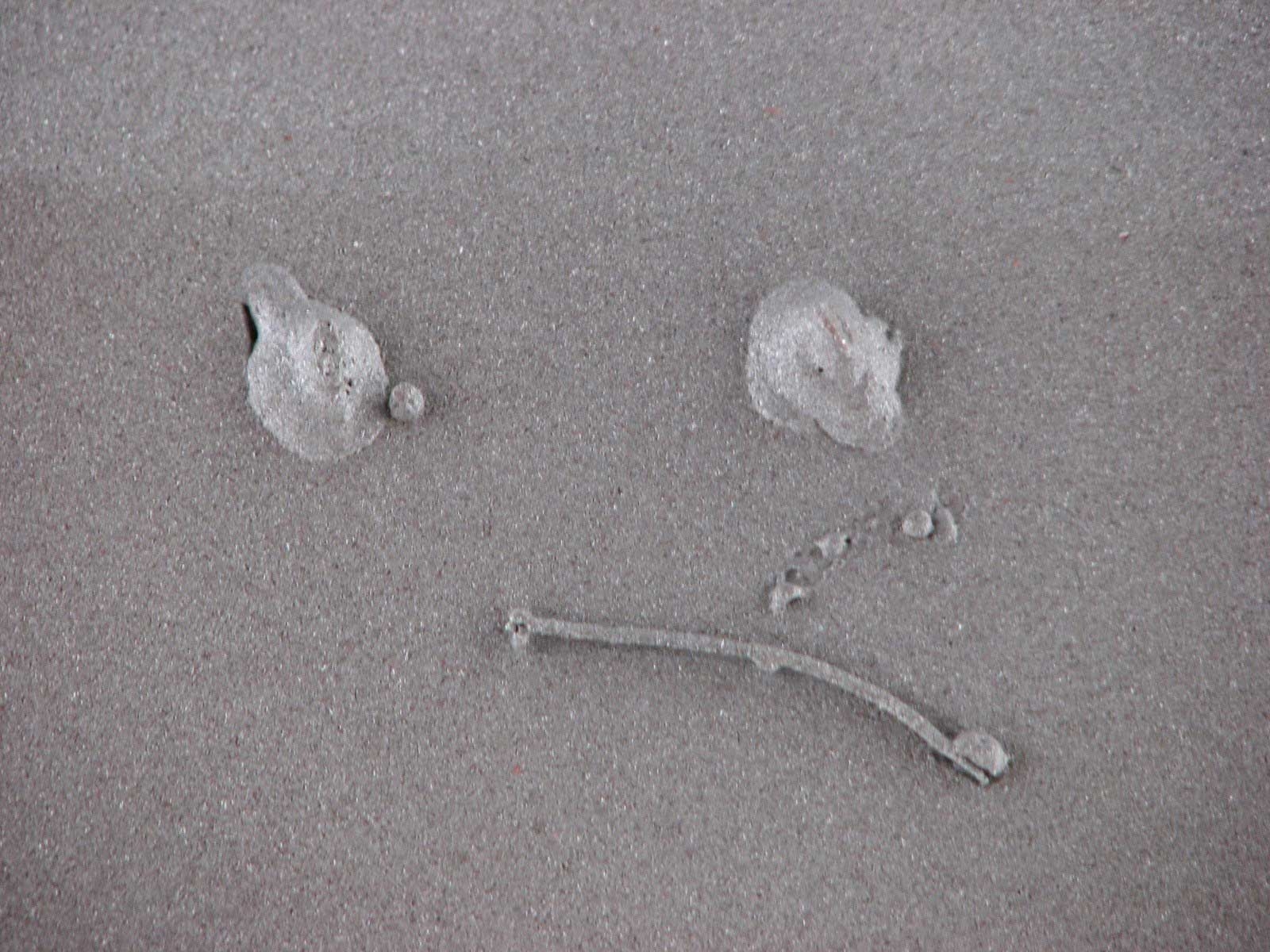
Profil chropowatości po obróbce ścierniwem ostrokrawędziowym.
jeśli istnieje śluza rewizyjna pomiędzy śrutownią i malarnią wszelkie operacje naprawcze prowadzimy w niej, następnie powinien nastąpić odbiór jakościowy powierzchni przed malowaniem,
jeśli śluzy nie ma, operacje prowadzone są bądź przed wjazdem do kabiny śrutowni (poprawnie), bądź w malarni (wbrew przepisom),
odmuchiwanie elementu dla usunięcia resztek ścierniwa i pyłu.
- Zagrożenia wywołane usuwaniem wad w malarni
szlifowanie i zbijanie rozprysków (iskrzenie) zagraża wybuchem,
zapylenie powstające w czasie operacji może się przenosić na sąsiadujące elementy pomalowane (zanieczyszczenie powierzchni),
odmuchiwanie sprężonym powietrzem:
nie usuwa skutecznie pyłu z powierzchni,
grozi zanieczyszczeniem elementów pomalowanych,
- Wady wtórne powstające po czyszczeniu
Obróbka strumieniowa – strona techniczna
- Ścierniwa
śrut staliwny ostrokrawędziowy (w obiegu zamkniętym, w komorze)
tylko powierzchnie ze stali węglowej,
korund (zalecane wielokrotne użycie ze względu na koszt)
wszystkie rodzaje powierzchni,
szlaka pomiedziowa (tylko obieg otwarty, użycie do trzech razy)
wszystkie rodzaje powierzchni – zagrożenie osadzania się cząstek ziaren na powierzchni czyszczonej.
- Sprężone powietrze (suche i czyste)
dla śrutu
6–7 barów,
dla korundu i szlaki
3,5–4,5 bara,
ilość: zależy od rozmiaru dyszy i ciśnienia (tabele podające zależności),
na linii zasilającej niezbędny zawór redukcyjny dla obniżenia ciśnienia do operacji pomocniczych (odmuchiwanie).
- Warunki klimatyczne
chronić ścierniwo (w zbiorniku śrutownicy) przed wilgocią i spadkiem temperatury poniżej +5°C (możliwość zawieszania się w stożku zsypowym zbiornika).
prowadzić dziennik wymiany wkładów węglowych (co ok. 360 godzin pracy).
Ocena jakości czyszczenia
- Stopień oczyszczenia powierzchni
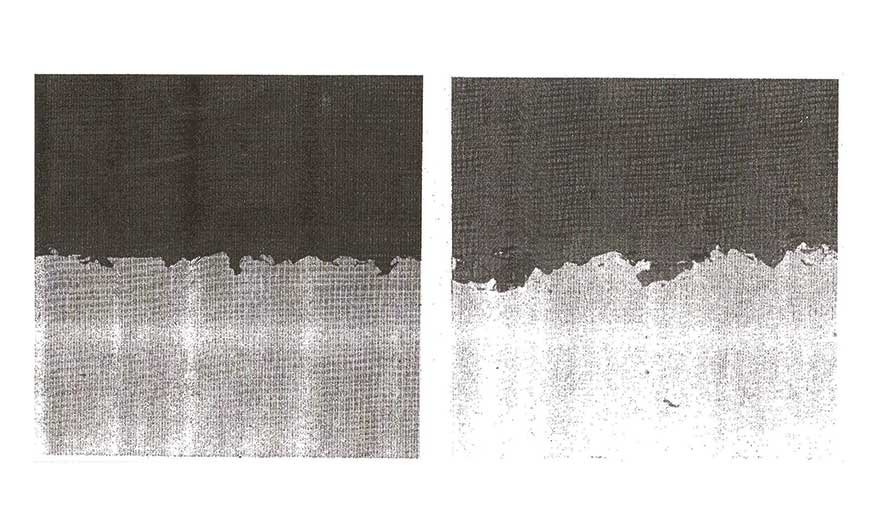
oceny dokonujemy wizualnie, okiem nieuzbrojonym. W razie konieczności posługujemy się wzorcami fotograficznymi normy PN ISO 8501 – 1
Sa 2 – dopuszcza się do 30% powierzchni zakłóconej przebarwieniami,
Sa 2½ – dopuszcza się do 5% powierzchni zakłóconej przebarwieniami,
Sa 3 – powierzchnia czysta, niezakłócona.
specyfikacje systemów powłokowych
w Europie najczęściej specyfikujemy stopień oczyszczenia Sa 2½,
rzadziej specyfikowany jest stopień Sa 2 – głównie epoksydowe farby renowacyjne,
w USA powszechnie specyfikuje się „commercial blasting” – odpowiednik naszego Sa 2.
- Chropowatość







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}